
 當前位置:
當前位置:熱紮空氣彈簧鋼的工(gōng)藝(yì)生產加工及常見問題
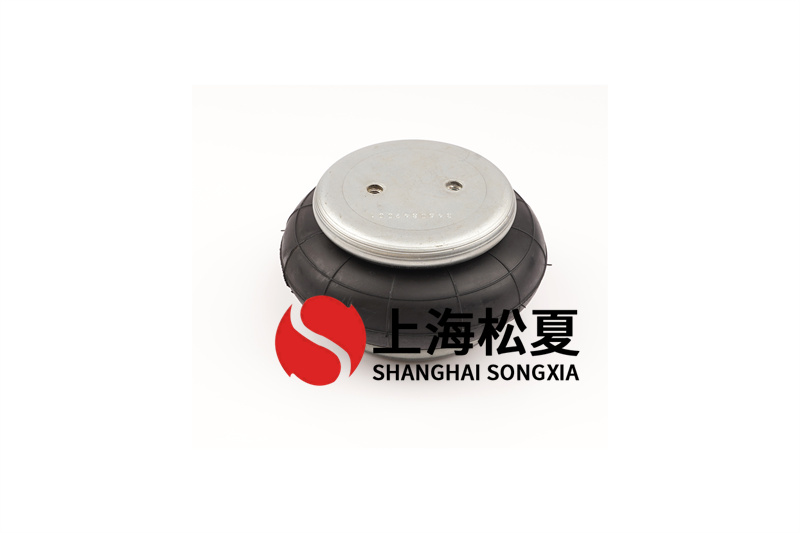
熱紮空氣彈簧鋼的工藝生產加工及常見問題
空氣彈簧鋼的工藝生產加工及常見問題" src="/uploads/allimg/220425/1-220425123412V2.jpg" style="width: 800px; height: 533px;" />
一、彈簧的一部分技術(shù)性生產製造及要求:
熱紮彈簧鋼(gāng)的熱處理為(wéi)熱成形空氣彈簧,可在830-890℃加溫後用食油熱處理,400-480℃淬火彈簧鋼,獲得熱處理氚核機構.假如彈簧剛絲直徑過大(>15mm),家具板材過厚(>8mm),會發生不圍繞空氣彈簧鋼,造成(chéng)延伸極限和疲勞強度減少(shǎo)。

彈簧全部使用全過(guò)程(chéng)中承受的內(nèi)應力和轉動熱應力全是表(biǎo)層,因此表層標準十分重要。彈簧全部(bù)熱處(chù)理工藝環節中的空氣(qì)氧化滲氮(dàn)是防範的重(chóng)要。加溫時,一定要嚴控爐內滎陽整個過程空氣彈簧(huáng)內的氛圍,盡量避免(miǎn)加溫時間。彈簧熱處理方法後,一般要開展拋丸除鏽,以加強表麵,使表層造成殘留縮小熱應力,提升疲(pí)勞強度。
拋丸除鏽技術性在(zài)彈簧表(biǎo)層噴(pēn)出迅速彈輪破裂,使表層在彈輪破(pò)裂的(de)直接影響下發生塑性形變,造成表麵加強和熱應力,進而減少空氣彈簧的疲(pí)勞(láo)值並提升抗應(yīng)力腐蝕的工作能力。
因而,彈簧件一般選用拋丸除鏽,要留意拋丸工藝指標值的具體性。拋丸除鏽抗拉強度(dù)一般應在35mmA以上。熱紮彈簧鋼(gāng)技(jì)術規範及熱紮彈簧(huáng)鋼優點和缺點。依據損害水平對彈簧表層的外部效應構造開展拋丸除鏽彈簧(huáng),彈簧拋丸處理的抗(kàng)拉強度為0.35-0.43mmA。考慮到同樣情況下,造成(chéng)彎折疲憊裂(liè)縫(féng)的板簧表麵一部分拋丸除鏽抗拉強度僅為不鏽鋼棒材的1/3,
- 上一(yī)篇:改裝複合(hé)式空氣彈簧的耐腐性
- 下一篇:空氣彈簧工業設備