
 當前位置:
當前位置:空氣彈簧氣囊成型(xíng)工藝
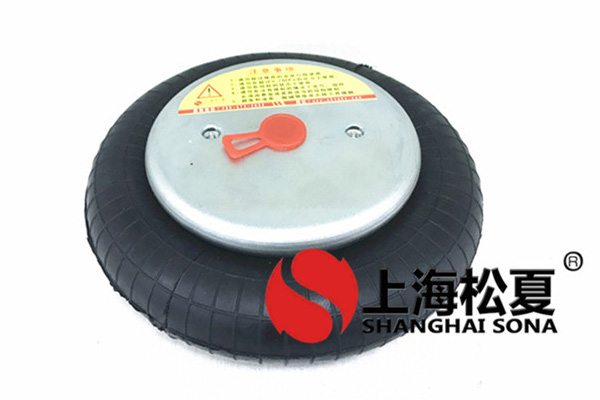
空氣彈簧氣囊成型工藝
技術性(xìng)特性:
1.一條空氣彈簧安全性氣囊生產流水線,其(qí)優點是包含激(jī)光切割台和全自動成形機空氣彈簧氣囊生產流水(shuǐ)線的技術(shù)性特點及技術(shù)指標(biāo)分析(組圖),激光切割台和全自動成形機豎直(zhí)排序,激光切割台的桌麵上(shàng)和全自動成形機(jī)全自動成形機設定在50-70公分的間距(jù);全自動成形機包含機構和成形鼓(gǔ)。平板電腦操作台設定在成(chéng)形鼓下邊,並(bìng)在成形鼓下邊反(fǎn)複運動。
2.依(yī)據專利(lì)申請權1上述的空氣彈簧安全性氣囊生產流水線(xiàn),其特(tè)點取決於,上述服務平台上配有起(qǐ)碼一(yī)個擋板。
3.依據專利申請權1上述的空氣彈(dàn)簧氣囊生(shēng)產流水線,其特點(diǎn)取決於:上述全自動(dòng)成形機還包含電動機,電動機推(tuī)動服務平台反複運動,成形鼓設定(dìng)在成形軸,成形軸為(wéi)電機控(kòng)製。
4.依據專利申請權1上述的空氣彈簧氣囊生產流(liú)水線空氣彈簧氣囊成形加工工藝,其特點取(qǔ)決於:上述激光(guāng)切割台包含原(yuán)材料輥、櫥櫃台麵(miàn)和內襯輥(gǔn)。原材料從原材(cái)料(liào)輥通過襯輥、操作台和原材料輥。豎直兩邊設定固定不動尺(chǐ),平行麵於(yú)原材料卷設定挪動尺。

5.依據權項4上述的空氣(qì)彈簧安全(quán)性氣(qì)囊生產流水(shuǐ)線,其特點取決於,上述原材料輥與激光切割台的櫥(chú)櫃台麵中間配(pèi)有導輥,導輥的上(shàng)表層為平行麵(miàn)於桌麵上。

- 上一篇:空氣彈簧從承受力明確知識運動的方式
- 下一篇:空氣彈簧如何快速安裝